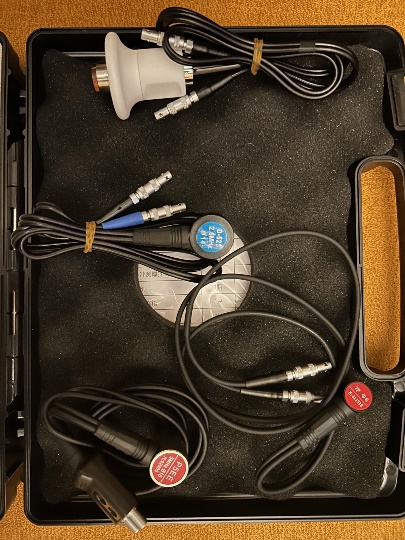
Non-Destructive Testing (NDT) Equipment
The Boat Surveyor must be a well-educated Engineer with good experience, combining his technical knowledge with an in-depth understanding of the industry and practices. A qualified Surveyor who will be able to provide an unbiased evaluation of the Vessel’s overall condition. Nevertheless, the use of special equipment to have an accurate picture of the component under inspection condition is necessary.
Non-destructive Testing employs techniques to assess the integrity of materials, to locate defects and faults, to test discontinuities and other flaws in a material, component, or structure without in any way harming that material, component or structure.
At Pyxida, we use the following techniques and equipment.
Moisture Measurements

Fiberglass hulls are subject to water absorption and over time this can affect the hull condition. Osmosis can be regularly found in the lower hull of polyester vessels. If your current/future vessel is affected by osmosis, it is important to know the state of phase of the osmosis. The moisture ingress into the laminated parts, or core material on composite yachts must be checked carefully. Meters can read through most paint systems, but the underwater surfaces should be cleaned of all marine growth and washed. Scrapings will usually be made to remove some small coupons of paint system to inspect the underlying gelcoat or epoxy barrier system. If blistering (Osmosis) is present recommendation will be given on appropriate courses of action that can be taken. At PYXIDA the device we use for measuring the moisture is the Skipper 5, SMM5, from Tramex. The Skipper 5 is a moisture detection instrument that uses the latest electronic technology to take non-destructive moisture readings in GRP (Glass Reinforced Plastic) and wooden boats. It enables you to quickly check hulls and decks both inside and outside for trapped moisture. The Skipper 5-meter features three Scales enabling you to select the correct scale for the material and environment in which you are working.
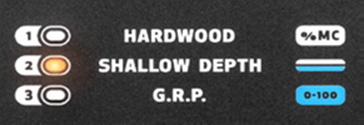
1) HARDWOOD: Gives you the percentage moisture content in Wood.
2) SHALLOW DEPTH: Designed to have a field penetration of up to 10mm (0.4 inches) on the comparative scale. This nondestructive accuracy and precision is comparable to actual pin readings.
3) G.R.P. (Glass Reinforced Plastic): A comparative scale for moisture detection to indicate moisture levels in G.R.P. decks and hulls.
Thermal Imaging by High-Definition Infrared Scans

The use of thermographic imaging techniques is a standard procedure during our inspections since it helps to identify hull defects by determining the moisture, previous repairs, locate water damage sources, find missing insulation and leaky air ducts etc, but also detects hot spots avoiding electrical and mechanical systems failures. At PYXIDA we use an EXTECH IRC130 Thermal Imager.
The Extech IRC130 Thermal Imager IR Thermometer detects what no eye can see. It combines non-contact temperature measurement and thermal imaging into one troubleshooting tool to help you quickly find the source of heat-related problems and to spot potential faults when performing maintenance and repairs. It gives you the whole picture having dual cameras, visual and visual/thermal (MSX technology that adds details to thermal images for greater clarity), combined with an IR Thermometer! Measure temperature up to 1202°F (650°C) and store up to 50,000 JPEG files that can be easily transferred via USB interface. It also has a built-in LED flashlight and a unique coaxial distance-to-spot guidance laser. This is a must have powerful diagnosing tool!


IDENTIFICATION OF LAMINATION DEFECTS ON FIBERGLASS BOATS
Gelcoat or topcoat is porous to a certain extent and thus might allow moisture to penetrate. Identification of hidden osmotic blisters through active thermography is an important advantage. Cracks in the gelcoat or poorly installed through-hull fittings and hatches can cause water to penetrate the hull rapidly and create the phenomenon called lamination. On a large scale it could contribute to the weakening of the relevant structure which is extremely important to know.
Apart of the above, there are always some sensitive areas such as the sandwich core around the anchor windlass in which it is noted high moisture saturation etc. Special mention should also be made for the boats with outboard motors, which regularly have significant transom damage due to improper mounting of the motor, in which the core structure of the laminate is often irreparably destroyed, and only expensive complete renovations are possible as a repair method.
INSPECTION OF ENGINE AND AUXILIARY MACHINERY
The engine and its auxiliaries must perform as per the makers recommendations, which means under certain conditions, to perform at their maximum as designed. Poorly maintained engines and auxiliary systems, as well as clogged seawater filters, heat exchangers and cooling lines can quickly lead to a reduction in cooling water volume and increased cooling water temperatures that affect the engine performance, as well as the air-conditioning performance etc. One consequence of the above-mentioned is the increased temperatures of the engine exhaust gas temperatures and the exhaust installation that have direct effect to the boat’s speed and maneuvering characteristics. During the sea trials, the temperature of the propeller shaft bearings can also be monitored and recorded.
With a precise thermal analysis of your machine system, we can localize suspicious components/issues and can suggest preventive maintenance and repair measures.
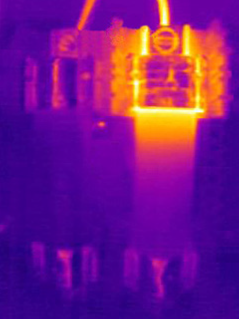
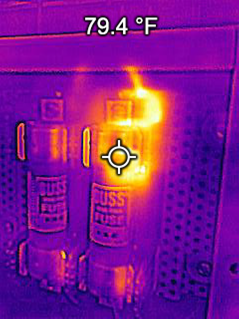
INSPECTION OF ELECTRIC INSTALLATIONS
It is extremely important to know the condition of the boat’s electrical systems. All cabling, switches, circuit breakers, control boxes and junction boxes must be well maintained and completely dry. The battery management systems also should be properly controlled and maintained.
Regular thermographic checks of the electrical systems can localize any overheating problems and avoid serious potential problems. We can find even a defective cell on a solar panel.
Dye Penetrant Inspection
Dye Penetrant Inspection (DPI), also known as Liquid Penetrant Inspection (LPI), is a widely used non-destructive method that detects surface-breaking discontinuities in non-porous materials such as steel, aluminum, and GRP.
The test surface is cleaned to remove any dirt, paint, oil, grease, or any loose scale that could either keep penetrant out of a defect or cause irrelevant or false indications. DPI is based upon capillary action, where low surface tension fluid penetrates into clean and dry surface-breaking discontinuities. The penetrant is then applied by spraying to the surface of the item being tested. After adequate penetration time has been allowed, the excess penetrant is removed, and a developer is applied. The developer helps to draw penetrant out of the flaw so that an invisible indication becomes visible to the inspector.
Coating Thickness Measurements

When bringing out of the water a boat to be maintained and prepared for the time you plan to bring it back for service, it is very important to be able, apart from the visual coating condition, to know the thickness of the remaining paint of the hull. Based on these values you can estimate the remaining service life.
Apart from that it is also good to be able to check the new paint thickness (Dry Film Thickness) when a new paint scheme is applied to confirm that you fully comply with the paint maker’s specification you agreed and paid for.
At PYXIDA we use the TOP-CHECK FN, a precise coating thickness meter designed and manufactured according to the state of the art and simultaneously fulfilling the strictest ISO standards.
What can be measured with the TOP-CHECK FN?
On iron and steel (FE): all non-magnetic coatings such as varnish, paint, synthetics, enamel, rubber, ceramics and galvanic layers (with the exception of nickel) up to 5.0 mm,
On non-ferrous metals (NFE) (aluminium, brass, bronze, zinc, lead, copper, non-magnetic steels): all non-conductive layers such as varnish, paint, synthetics, Eloxal, rubber, etc. up to 2.0 mm
and additionally, varnish and paint coatings on zinc-plated sheet metal, without measuring the zinc layer itself.
And what is unique:
Hardness Tester of Aluminum Alloys and GRP

At PYXIDA we use the Impressor 934-1 Portable Hardness Tester to test the hardness of the aluminum and GRP components that need to be confirmed that have the adequate hardness and will not collapse and have adverse consequences during the time the boat is in service.
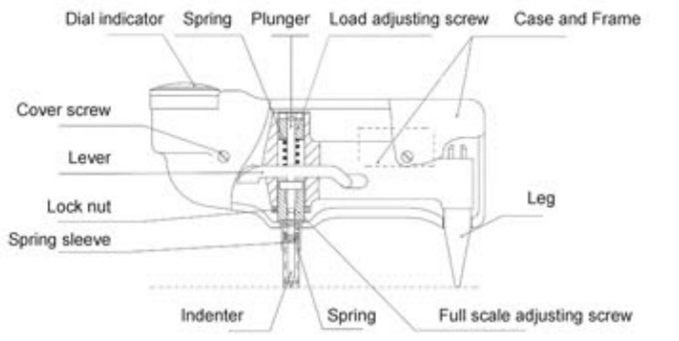
Barcol Impressor has a wide valid testing range equivalent to Brinell hardness 25-150HBW. Used to test the hardness of all kinds of Aluminum, from very soft Aluminum to very hard Aluminum alloys, Copper, Copper alloys, Fiber Reinforced Plastics, and rigid plastics etc. Another feature of the impressor 934-1 is the high sensitivity. Featured with 100 scales, much more sensitive than Webster hardness testers applied in Aluminum alloys industry. Can test from only one side of the workpiece and do not need to move or support the workpiece. Used to test super large and thick workpieces and assembly parts. The test results can be converted to HB, HR, HV and HW easily through conversion table.
Hull potentials

A metal hull (aluminum & steel) in a salt solution will inevitably have the potential to become corroded. Add a little stray direct current (DC) and this can become devastating. In this respect, the necessary precaution of employing some cathodic protection by attaching Sacrificial Anodes and to protect the hulls with underwater coatings of some description is very important. The good news is that the condition of the hull in terms of the state of oxidation (Corrosion) is measurable. At PYXIDA we use the FLUKE 117 True-rms Multimeter, with a professional-grade silver/silver-chloride (Ag/AgCl) reference electrode for performing corrosion potential surveys on boats, yachts and other marine equipment
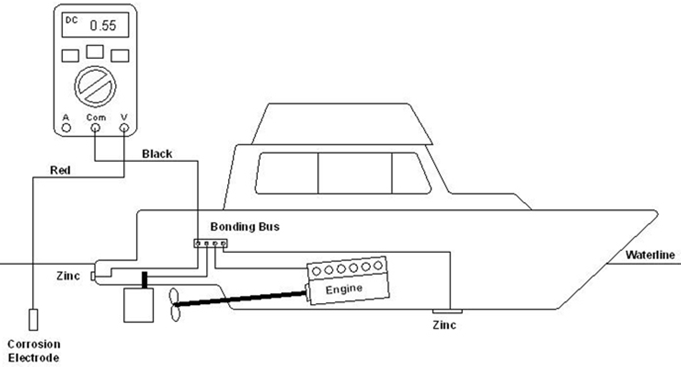
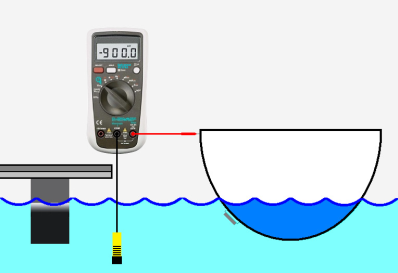
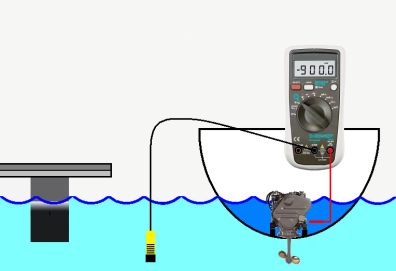
So, measuring the Hull potential will enable the owner to optimize the protection of their vessel and minimize the time and cost of maintenance.
Note: the protection of other boat parts including keels, shafts, props, and stern drives are governed by the same principles as for hulls.
Ultrasonic Thickness Measurements
UTM is a non-destructive method used to measure the thickness of shell plating and other structural components on metal vessels (steel and aluminum). The readings are used to estimate the wear (metal loss) due to corrosion, so to ensure the remaining metal is sufficient to maintain its structural integrity.
Readings can be taken internally with the vessel afloat, but for a full survey the vessel should be on hard standing with clear access to the underwater surfaces. The hull needs to be cleaned of marine growth and any poorly adhered paint system. At PYXIDA the devices we use are the following:
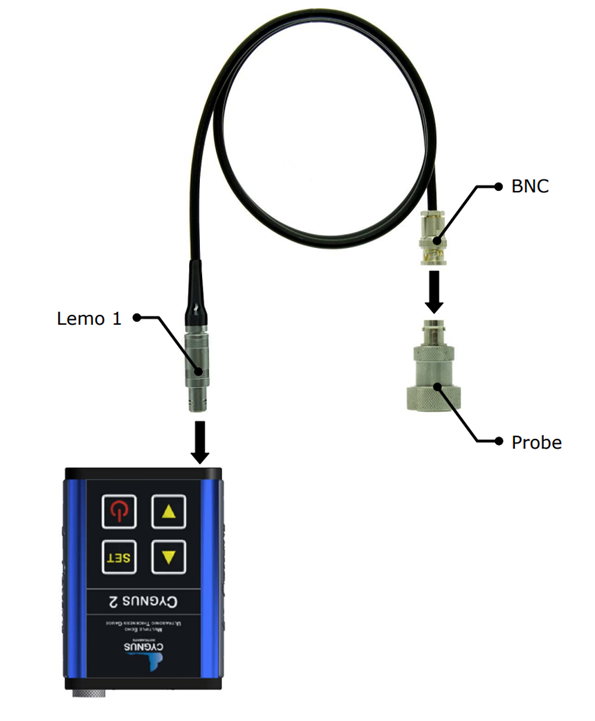
CYGNUS 2. This device employs multiple echo system to read thickness with +/- 0.1 mm accuracy without the need to remove the existing paint. The Cygnus 2 is checked multiple times for accuracy using the maker’s calibration blocks.
Krautkramer DM4. This is a double echo device with the measurement range at 0.6 – 500.0 mm (standard operation) & 2.0 – 25.0 mm (coating operation). Its accuracy is ± 0.2 mm.

Mitech MT600. This is a multi-mode ultrasonic thickness gauge. Based on the same operating principles as SONAR, the instrument is capable of measuring the thickness of various materials with accuracy as high as 0.1/0.01/0.001 millimeters.
The multi-mode feature of the gauge allows the user to toggle between pulse-echo mode (flaw and pit detection), and echo-echo mode (eliminate paint or coating thickness).
Wide measuring range: Pulse-Echo mode: (0.65 – 600) mm (in Steel). Echo-Echo mode: (3 – 100) mm.